Crest Produces Some of the Best Results in the Industry

March 3, 2020
By: Dan Chudecke
The Crest series product has been a success in the HVAC marketplace for many years and Lochinvar continues to expand and improve the product line. Its efficiency, reliability, rugged design has earned praise from owners, engineers, and contractors. The boilers are suitable for most commercial systems with individual unit sizes from 750mbh to 6000mbh. The ConXus controls help deliver promised efficiencies in the real world through proper control and monitoring. Other gas fired condensing models are available for inputs as low as 50,000btu/hr
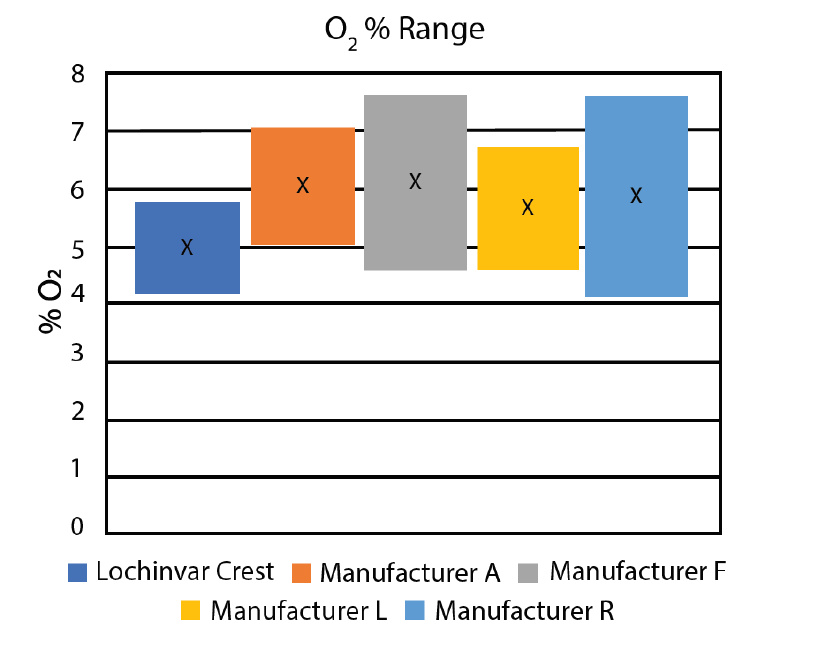
One of the primary reasons for a Crest’s high level of performance is its combustion control system that produces a large modulation range (up to 25:1) while maintaining tight combustion control. One key factor in condensing boiler operating efficiency is keeping the amount of excess air to a minimum. The system employed by the Crest produces some of the best results in the industry (See Figure 1).
Until now the only way to verify the systems proper operation was with a combustion analyzer. With the new 02 feedback system, operators can now get real time feedback on how well their boilers are operating.
Lochinvar worked with a top automotive supplier to develop the O2 sensor platform that provides a long lifetime and better performance than previous systems employed in the HVAC market. The result is a real time feedback system with several advantages:
- Calibration at every combustion cycle ensuring maximum precision.
- O2 reading that auto corrects for high altitude.
- The sensing occurs in the combustion chamber to minimize exposure to moisture and deliver a more accurate and fast response reading.
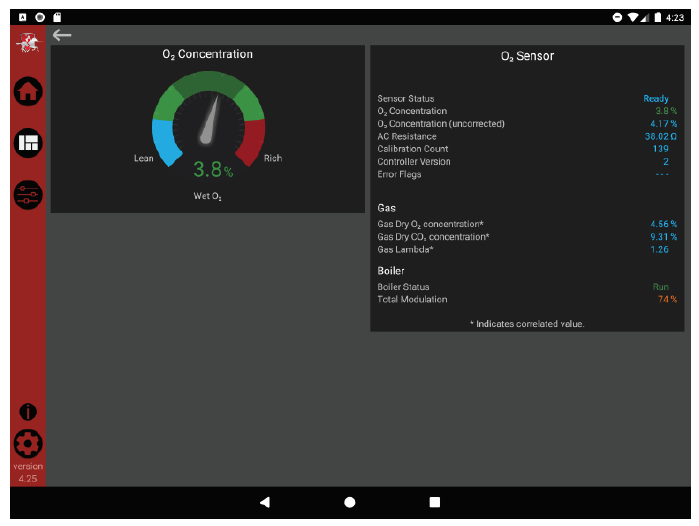
- O2 reading is displayed in real time via the display and the CON-X-US App. (See Figure 2)
- Detail screen shows correlated O2 and CO2 values that can be verified with handheld analyzers.
- Error flags provide an alert if O2 sensor is outside of calibration.
- Reduction of new product commissioning and recommissioning time by 50% or more.
Through field feedback, laboratory evaluation and rigorous testing, Lochinvar’s products continue to reach new heights to satisfy our customers’ high demands. That’s one more reason no one brings it all together like Lochinvar.
The new system is available both as a factory installed or field installed option. Contact your Mulcahy Company salesperson if you are interested.